Automation is more than the automatic measurement of surface roughness and shape parameters. Find out why in this article by Bruker Alicona.
With the trend to increasingly implement quality assurance—and thus metrology—as an integral part of production, the requirements on measurement systems have also changed. Modern measuring systems must be fully automatable so that they can be operated at any time. In addition, complex components with tight tolerances require measuring systems that deliver robust, traceable and repeatable measurement results. Last but not least, an industry-standard interface technology is needed to enable networking and communication between all systems involved in a production chain. Manufacturers then receive real-time data on production trends and prevent rejects at an early stage—a first part is immediately a good part.
Bruker Alicona is one of the first optical metrology supplier to intensively deal with these demands that come along with the implementation of a smart manufacturing production concept. Today, they offer tried and tested solutions based on the technology of Focus-Variation.
The following is an overview of the automation options available. The range includes “simple” automated measurement up to the realization of smart manufacturing.
Automatic Measurement of Dimension, Position, Shape and Roughness
Automation interfaces enable the automatic and user-independent measurement of micro-precision parts or smallest component features on large surfaces. Measurement of shape (distances, roundness, flatness, shape deviation, positional relationships) and roughness parameters as well as of cutting edge parameters (radius, contour, angle) is based on the interaction between an administrator for the teach-in of measurement programs and an operator who starts the measurement using single-button solutions.
The teach-in is designed for maximum user-friendliness and can be implemented in only a few steps without programming knowledge. The component to be measured is identified by means of a drop-down menu or barcode. The corresponding measuring program is started automatically, and the machine operator receives a measurement protocol including ok/not ok data.
Measurement service provider Lometec upgraded the measuring software for its tactile Wenzel coordinate measuring machines from Metrosoft CM to WM | Quartis. CEO Jörg Werkmeister and Technical Director Marc Lange report on their practical experience using the example of a dimensional inspection of a turbine blade testing device.
The Metrosoft QUARTIS workspace. The inner ring of the turbine blade testing device is seen on the LH 108 coordinate measuring machine. (Source: Lometec)
Lometec GmbH & Co. KG is an accredited metrology lab according to DIN EN ISO / IEC 17025: 2005. The company provides a fully air-conditioned 220-square-meter measurement room according to VDI / VDE 2627 Bl.1 with state-of-the-art optical and tactile measuring machines. Lometec’s customers are mainly from the automotive and aerospace industry, medical technology, and mechanical engineering.
Measuring of the CNC Manufactured Rings of a Turbine Blade Testing Device
All tactile measurement systems at Lometec are exclusively powerful coordinate measuring machines (CMMs) from Wenzel Group.
“The Wenzel CMMs offer a holistic concept of high-quality engineering, intelligent software and accessory options,” says Jörg Werkmeister, Chief Executive Officer of Lometec. He is very satisfied with the decision to upgrade from Metrosoft CM to WM | Quartis.
Lometec was faced with a very sophisticated measurement task. A CNC manufactured inner and outer rings of a turbine blade testing device needed to be checked for dimensional accuracy for a customer. It was a very time-critical measurement task and the metrologists from Lometec used two LH 108 Wenzel coordinate measuring machines in parallel.
Clearly Designed Workspace for More Efficiency in Daily Use
Technical Director Marc Lange explains, “Due to the clearly designed workspace WM | Quartis works more effectively than was possible with Metrosoft CM.”
In the WM | Quartis user interface, the traditional menus and toolbars have been replaced by the Ribbon—a device that presents commands organized into a set of tabs.
Highly specialised aerospace engine components such as turbine blades and discs or blisks involve a number of metrological challenges. Here’s how MTU Aero Engines are addressing them all. Article by Bruker Alicona.
The automatic measurement and evaluation of radii, chamfers and break edge on turbine engine components is one of many criteria in modern quality assurance at MTU Aero Engines. Currently three Cobot systems from Bruker Alicona are in use for break edge measurement. On top, the optical measuring solutions replace labor intensive replica techniques and tactile methods in defect measurement.
“If there’s a burr, this could become a danger point in the engine,” says Michael Duffek, inspection planner at MTU Aero Engines, and also responsible for quality assurance of turbine engine components. For the company, automated measurement and evaluation of edges, radii and chamfers of engine components is an important part of modern, state-of-the-art measurement technology.
Highly specialized components such as turbine blades, turbine discs or blisks (blade integrated disk) are measured, and they involve a number of metrological challenges. These include, for example, the complex geometry with steep flanks as well as varying reflection properties of the components. Different surface reflections occur due to varying manufacturing processes, as surfaces to be measured are either coated, and thus matt, or ground, and thus highly reflective.
For a suitable measuring system, this means that it must not only offer the required automation options including standard-compliant evaluation, but must also be able to measure complex, difficult-to-access geometries with tight tolerances and matt to reflective surfaces in high resolution and repeatability. A further requirement is the integration into a production process including integration into the existing IT environment.
“And the whole thing has to be fast and straightforward,” Duffek says. As a result, there are now 15 Bruker Alicona measurement systems in use at MTU locations worldwide, 11 of which are located at the test centers of the German headquarters in Munich. This is also where the automated measurement of turbine engine components takes place, which are implemented with measuring equipment from the Bruker Alicona Cobot line.
Combine an Optical 3D Sensor with a Collaborative Robot
Cobots are a combination of a collaborative 6-axis robot and a high-resolution optical 3D measurement sensor to be used for the automatic inspection of microgeometries on large components. In the aerospace industry, the measurement of deburred edges, also known as “break edge measurement”, on turbine disks and turbine housings are the most common applications. Bruker Alicona Cobots have been available on the market since 2017, and even then “nothing comparable has existed, at least we are not aware of any system. What the Cobot already offered three years ago at the market launch was unique. All the other manufacturers we evaluated would have had to start at the development stage,” Duffek recalls. He is now a ‘Cobot expert’ because under his leadership, three systems for the automated measurement of edges, radii and defects are currently in use in Munich.
The introduction of precision and high-performance moulds has led to ever-increasing demands on mould manufacturers in recent years. Since the precision of the shape is determined by the dimensional accuracy of the electrode, it is essential to carry out accurate measurements of the size and shape of the electrode before processing the shape. Article by WENZEL.
The LHF 2517 is a large portal measuring instrument of gantry and bridge construction for medium and large workpieces. (Courtesy of WENZEL)
Changyuan Technology (Tianjin) Co. Ltd (CHYUAN) specialises in the development and manufacture of automotive injection moulds. With a planned production capacity of 450 million moulds, the company aims to develop into one of the largest single manufacturers of automotive injection moulds in northern China.
For increased efficient production of precision moulds, CHYUAN has commissioned an automated production line for electrodes and mould inserts, which enables the integration of electrode disassembly, processing, inspection, repair and offline processes. Since the measuring system used is the key to quality assurance, CHYUAN prefers the use of coordinate measuring machines (CMMs).
A CMM provides one of the most effective solutions for measuring and collecting dimension data. First, it can replace a variety of surface-to-surface measurement tools and expensive combined gauges. Secondly, the CMM can reduce the time required for complex measurements from hours to minutes. Thirdly, it guarantees both the efficiency and accuracy of measurement of size, shape and positional tolerance of the electrode.
Automated Measurements in the Direct Production Environment
CHYUAN relies on the WENZEL coordinate measuring devices XOrbit77 and LHF 2517. The figures represent the measuring volume in the X and Z axes of 700 mm x 700 mm and 2500 mm x 1700 mm, respectively. The XOrbit was seamlessly integrated into the production line for electrodes and mould inserts for automated 3D coordinate measurement in 2019. The CNC measuring device is ideally suited for the shopfloor environment and can be equipped with switching measuring and optical sensors. The XOrbit offers excellent value for money with high mechanical precision and low operating costs.
Meanwhile, the LHF 2517 is a large measuring instrument in gantry and bridge construction for medium and large workpieces. The floor-level design of the LHF allows easy assembly with large parts with high freedom of movement for the user. The double drive in the Y-axis of the LHF ensures high measuring speeds and excellent stability of the guides.
The demand for measurement tasks in which tactile and optical sensors are jointly used is set to rise more and more in the future. Here’s a technology that saves time and operating costs without compromising on reliable, precise measurement results. Article by ZEISS.
When it comes to maximum precision, coordinate measuring machines (CMMs) are an indispensable tool in industrial applications. To date, they have mainly been used for tactile measurement. In recent years, the need for and use of optical sensors is becoming increasingly significant. There are many reasons for this: the technical advancements being experienced in many sectors require increasingly complex parts; digitalisation and Industry 4.0 are changing manufacturing processes and thus also quality assurance; and customers have higher quality and efficiency demands, in general, nowadays. Many companies are therefore expressing the need for an all-round solution, that is, tactile and optical measurement on a CMM.
One example is the ZEISS CONTURA. Already in its fifth generation, ZEISS CONTURA is equipped with mass technology (multi-application sensor system) as standard, enabling tactile and optical measurement on a single machine. The multisensor platform means it is compatible with a variety of sensors from the ZEISS portfolio: sensors on the continuous articulating unit, star styluses or long styluses, optical or tactile, and scanning or with single point measurement. Thanks to the mass technology from ZEISS, the user acquires maximum flexibility.
Simple Sensor Switch
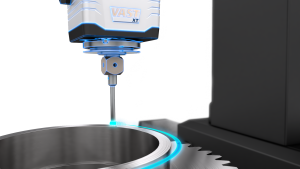
With ZEISS mass technology, when the sensors are operated on the continuous articulating unit, they are switched automatically. This applies to all optical sensors as well as the ZEISS VAST XXT and XDT tactile sensors.
During the sensor switch, the continuous articulating unit aligns itself in a 90 deg position, with the sensor pointing downwards. It then moves to a free place in the sensor magazine, which is usually attached to the reverse end of the measuring stage, pushes the safety flap back, moves downwards into a groove, and releases the magnetic locking mechanism in order to unlock the sensor. The new sensor is picked up in a similar way: the continuous articulating unit moves backwards and opens the safety flap, moves downwards and picks up the sensor magnetically. On the plate holding the sensor, there are three cylinder-shaped rollers which ensure that the counterpart is precisely positioned on the sensor.
Therefore, even after frequent switches, the sensor is reproducibly situated at the correct point. The measurement uncertainty is not increased by any significant extent due to the sensor bracket. Users do not need to worry that the accuracy may get out of hand if the sensor is switched repeatedly. Due to the high repetition accuracy during the sensor switch, it is not necessary to recalibrate the sensor after the switch has been carried out. Since the automatic exchange itself takes only a few seconds, ZEISS mass technology means an enormous boost in productivity – and thus time and cost savings.
The continuous articulating unit itself, as well as tactile probes from the ZEISS VAST XT gold series, are attached to the ZEISS CONTURA by means of a dovetail mechanism. This is a groove which the counterpart on the sensor or on the continuous articulating unit is pushed into and which, due to its shape and precise processing, does not allow any leeway whatsoever. Handling is easy too: the measuring technician loosens a screw mechanism and pulls the sensor or the continuous articulating unit out of the groove and inserts the new sensor. The sensor switch is completed within seconds. However, a repeated calibration is crucial during a sensor switch and is especially useful when using an active tactile sensor such as ZEISS VAST XT gold, which offers high measuring accuracy, short measurement times and long stylus lengths. All other sensors—passive, tactile as well as optical—are ideally operated on the continuous articulating unit—with all the advantages of the automatic sensor switch of ZEISS mass technology.
Optical Measuring Procedures
Optical measuring procedures are particularly interesting in parts with complex shapes if the user is required to record the surface quickly. This is useful in production in order to safeguard the quality of process steps, such as casting metal blanks or after grinding, in order to obtain a quick comparison between the current and target values of the CAD file. Optical sensors are also ideal for reverse engineering, that is, in order to generate CAD data from a prototype. Optical measurement procedures are often faster than tactile procedures and nonetheless sufficiently accurate. For sensitive parts which may not be touched, there is no alternative to optical sensors.
Various optical sensors can be more suitable depending on the application:
Chromatic-confocal white light sensor: This type of sensor is used in the area of application of workpieces with sensitive, soft, reflective or low-contrast surfaces. It records the surface of sensitive parts which may not be touched—where tactile styluses are obviously excluded. This sensor even detects transparent painted surfaces above underlying metallic layers and is suitable for transparent layers with various refractive indices. For this purpose, the sensor uses white light, which includes all wavelengths of the visible spectrum. Even strongly reflective surfaces such as glossy metal parts either in automotive and engineering or knee implants do not need to be sprayed with a contrast medium, which other optical measurement methods usually require.
ZEISS offers such a pioneering chromatic confocal white light sensor: DotScan. The sensor can be rotated and swiveled in 2.5 deg steps so that it is always optimally aligned towards the surface. In conjunction with the optional rotary stage, it is suited, for example, to the quality control of parts with complex shapes as well as glass surfaces.
Triangulation laser: suitable for the fast recording and inspection of freeform surfaces such as those required by casting tools or castings, bent sheets or plastic covers also require non-tactile measurement. The sensor moves above the part at a distance of a few centimetres and projects a line with laser light, which is thrown back from the surface into a sensor chip. Based on the angle, the sensor determines the distance from the part and therefore its surface shape. Each time the light is projected, the sensor determines hundreds of points in a line.
The maximum possible number of points with ZEISS LineScan is 700,000 measurement points per second—the number of rough points which are then calculated to provide actual measurement points in the software. Thus, point clouds which fully record the complex surfaces of even larger parts can be created in just a few minutes. Based on the point cloud, the ZEISS CALYPSO software calculates a chromatic representation using the CAD target data record as a comparison.
2D camera sensor: for very small or two-dimensional parts such as circuit boards or flat parts made of sheet metal that cannot be measured using contact means because it may result in deformation of their surfaces, the ZEISS ViScan 2D rotatable camera sensor is the ideal solution. It is capable of recording height-related information, thanks to the Autofocus function, as well as features various objective lenses, enabling increased flexibility in the working distance, area being recorded and accuracy.
To improve consulting for industrial customers with a need for mobile measurement technology in Spain and Portugal, Automated Precision Europe GmbH (API) has signed a reseller agreement with NM3D IBÉRICA. Both companies specialise in innovative laser-based instruments for measurement, calibration and services. NM3D will sell API’s measurement systems in Spain and Portugal in addition to API’s existing reselling partner, HIWE SQS. This includes API’s state-of-the-art Radian Laser Tracker series and full accessory line.
“Through our teams and our combined know-how, customers on the Iberian Peninsula receive the marketleading best consultancy and support for 3D metrology solutions,” says Nuno Costa, General Manager of NM3D. And Jan-Hendrik Lott, Managing Director of API in Europe adds: “Our strengths and products complement each other perfectly. Aligning API’s global network through local presence and partnership in Spain and Portugal provides ‘globally-local’ support and coverage for our customers.”
API offers innovative mobile 3D metrology, on-site measurement services, Laser Tracker calibration and an attractive rental program for immediate availability. Thanks to a Virtual Showroom, online demos of the products are also available at short notice for customers in Spain and Portugal and worldwide.
Hexagon’s Manufacturing Intelligence division has released a new system software for Leica Absolute Tracker AT960 and AT930 systems. The update, which delivers notable usability improvements to current and future users, is available immediately and allows for integration of these systems within the HxGN SFx | Asset Management platform. New systems shipping with this update will also benefit from a renewed hardware branding concept aligned with the graphic redesign of the Absolute Tracker system software.
SFx Asset Management allows for complete fleet management of manufacturing inspection systems, including remote monitoring based on real-time data streaming. With a centralised, user-friendly dashboard that’s easy to access and use, the platform delivers an accurate way to monitor and analyse how key assets are performing, whether on a single site or in multiple factories around the world. The integration of the flagship Absolute Tracker systems within this platform will give users an easy way to oversee and increase the productivity of their advanced tracker-based large-volume and automated inspection and production setups.
Alongside this system software release, all AT960 and AT930 are now rated with ISO 10360-10 compliant system specifications. The ISO 10360-10 standard has been developed to allow users to make reliable comparisons between laser tracker systems and will soon represent the industry standard for evaluating laser tracker accuracy performance.
“Metrologists from Hexagon’s Absolute Tracker research and development team in Switzerland provided expert technical input to the ISO committee as this standard for evaluating laser tracker accuracy was developed,” says Matthias Saure, Absolute Tracker Product Manager, Hexagon’s Manufacturing Intelligence division. “Soon users will be able to call on this as a reliable measure for comparing the performance of various trackers – something that has been much needed in the world of laser trackers – and we’re very proud to be able to say that the Absolute Tracker is the first laser tracker system to get onboard with what will very soon be an industry standard.”
The new system software update also delivers a number of new upgrades to the usability of the AT960 and AT930 systems. These include newly modifiable motor parameters to allow customised protection against vibration effects as well as improved functionality of the integrated Overview Camera, which will now offer picture quality at three times the previous resolution and multiple zoom levels. Changes also allow for control of some power and connectivity configuration functions direct from the AT Controller with no PC connected.
Automated Precision Europe GmbH (API) has further improved their distribution channels by entering a new partnership in Italy for its Radian Laser Tracker system products and accessories. In addition to their long-time partner Microservice S.r.l., API Radian products will now also be sold by COORD3 in Italy with immediate effect. COORD3, with its expertise in 3D coordinate measuring technology, provides ideal conditions for successful consulting and support of interested parties and customers.
Fulvio Valenziano, Regional Manager at COORD3, summarises the basis of the cooperation: “Best in class technology from the inventor of laser tracking, now through COORD3, is brought even closer to the Italian customer base.”
“Combining the measurement system know-how of COORD3 with API’s innovative product portfolio complements each other perfectly. Aligning the global API network close to every customer through local presence is part of our proven ‘globallylocal’ customer orientation,” added Jan-Hendrik Lott, General Manager of API in Europe.
API offers innovative mobile 3D measurement technology solutions through on-site measurement services, calibration of Laser Trackers, and an attractive rental program for immediate availability. Thanks to a Virtual Showroom, online demos of the products are available at short notice for customers in Italy and around the world.
Creaform has released its latest version of the MetraSCAN 3D lineup, the company’s advanced optical CMM scanner designed specifically to perform metrology-grade 3D measurements and inspections. As the fastest and most accurate portable optical CMM scanner, the MetraSCAN BLACK can be seamlessly integrated in any quality control, quality assurance, inspection, MRO, or reverse engineering workflow and operated by users of any skill level in any type of environment.
The MetraSCAN BLACK dimensional metrology system has been developed to measure complex parts and assemblies from an array of industries and manufacturing processes, such as automobile, aeronautics, power generation, heavy industry, metal casting, metal forging, sheet metal, plastic injection, composites, etc.
Featuring unmatched performance and speed for optimized 3D measurements
4X faster: Featuring 15 blue laser crosses for larger scanning area that take up to 1,800,000 measurements per second and live meshing, ultimately cutting down the time between acquisition and workable files.
4X resolution: MetraSCAN BLACK features a measurement resolution of 0.025 mm (0.0009 in) to generate highly detailed scans of any object.
More accurate and traceable measurements: High accuracy of 0.025mm, based on VDI/VDE 2634 part 3 standard and tested in a ISO 17025 accredited laboratory, ensures complete reliability and full traceability to international standards.
Shop floor accuracy: The MetraSCAN BLACK features a unique and patented dynamic referencing that compensates for surroundings instabilities.
Maximum versatility: Masters complex, shiny and highly detailed parts
No warm-up time: Operators can be up-and-running in minutes.
Touch probing capability: When paired with the HandyPROBE, the MetraSCAN BLACK lets users harness the power of both 3D scanning and probing for a complete, streamlined inspection process.
Available in BLACK and BLACK|Elite: Customers can choose from two models based on their needs: speed, part complexity, accuracy, etc.
“Today’s manufacturers are facing tremendous challenges. They are under increased pressure to accelerate their time to market in order to remain competitive on the global scale. Product quality issues impact scrap rate, production ramp-up, production rate, and downtime, ultimately affecting production costs and overall profitability. Manufacturers need to rely on innovative 3D measurement technologies, like the MetraSCAN 3D, in order to refine their product development and quality control processes,” explained Guillaume Bull, Product Manager at Creaform.
“This new version of the MetraSCAN 3D takes dimensional measurement speed, accuracy and versatility to a whole new level. We believe manufacturers will appreciate its performance within their workflows.”
This manufacturer was able to obtain full flexibility and ease to perform visual inspection on wide varieties of small-batch PCB products with diverse features within the required shorter cycle time. Article by Hexagon Manufacturing Intelligence.
Founded in 1999, Shenzhen Xingsen Kuaijie Electronic Co. Ltd is a one-stop solutions provider for printed circuit board (PCB) manufacturing and other board components for the electronics and semiconductor industries. Headquartered in Shenzhen, China, the company has production and operation facilities in Guangzhou, Yixing, Jiangsu and the United Kingdom, and supports more than 4,000 customers around the world.
As part of its roadmap to become one of the world’s largest rapid manufacturing supplier for PCB products, Xingsen is continuously making significant investments in smart solutions to evolve its capabilities in furthering its design-technical-production-quality ecosystem and interconnectivity between the teams. These investments are making Xingsen one of the market leaders in rapid proofing, mass production and manufacturing services for advanced IC packaging, who can provide one-stop service and support to hugely customized, high-mix small-batch production of high-end IC products.
The Challenge
To maintain its leadership position in this ever-evolving growth in consumers electronics industry, Xingsen is consistently pushing itself to rethink how it can future-proof its facilities and processes for design, production and inspection.
The need to build greater dynamism and flexibility in its manufacturing facilities has become ever more crucial in ensuring its production is capable of providing quick turnaround for a wide range of PCB products, ranging from single panels, double-layer boards, four-layer boards, six-layer boards, to multi-layer circuit boards. From design and production, to quality inspection, manufacturers need smart solutions to improve their product quality, to compete well in this aggressive industry. In line with this, Xingsen has selected Hexagon’s smart solutions as one of its key pillars in achieving quality with ease and speed, while keeping cost competitive.
Replacing the Traditional Method
The traditional method of inspecting modern PCBs required the operators to capture numerous complex features such as conventional product length and width, positioning and size of miniature holes, line spacing and line width, and width of the upper and lower circuit layer, with multiple inspection equipment.
The complexity of the inspection further increases when the range of projects intensifies, and the set of inspection requirements varies from one to another. The need to switch between multiple measuring equipment was identified to be highly inefficient and error-prone.
With this consideration in mind, Hexagon Optiv Performance 622HA was introduced to allow Xingsen to complete the entire measurement on a single setting, with a single optical measurement equipment, using single metrology inspection program.
Hexagon Optiv Performance 662HA is a high precision composite image measuring instrument capable of achieving a measurement accuracy of 1.0 μm. It is equipped with Hexagon’s 2-step-zoom dual CCD technology, which allow product images to be enlarged and reduced based on the conversion of optical path, without the need of mechanical zooming.